
 English
English
abstract
In this study, a multifunctional aluminum oxide (al ɑ o ?) film with both Antireflective and superhydrophobic properties was developed to improve the photovoltaic (PV) performance in outdoor applications. The film was prepared on glass substrate by sol-dip coating and controlled etching process, forming a porous and grass like nanostructure. After 512 times of etching, the roughness of the film at 550 nm is 23.63 nm, and the refractive index is 1.14. It shows excellent broadband antireflection performance, with an average transmittance of 96.86% in the spectral range of 350-1500 nm and a peak transmittance of 99.30% at 480 nm. The film can still maintain more than 90% transmittance at an incidence angle of up to 45 °, which provides a key full angle function for solar panels. Its super hydrophobicity (water contact angle 162.3 °, lag angle 7.5 °) can realize self-cleaning. When used as solar cell cover glass coating, the film improves the short-circuit current density and power conversion efficiency. At the incident angle of 60 °, the photovoltaic efficiency increased by 19.19%, indicating that the film is expected to significantly improve the photovoltaic performance.
Keywords: alumina sol gel; Dip coating method; Anti reflective coating; Superhydrophobic coating; Full angle functionality; Photovoltaic performance
introduce
The growing demand for renewable energy has promoted the remarkable development of more efficient and durable photovoltaic technology. In the field of solar cells, one of the main limiting factors affecting energy efficiency is the reflection of incident light on the protective glass. In addition, with the increase of the incident angle of light, the transmittance will decrease. This will reduce the amount of radiation captured, thereby reducing the energy conversion efficiency. Another key problem is that dust will accumulate on the glass surface, which will block solar radiation and have a negative impact on the efficiency of the battery. In order to alleviate these problems, a variety of antireflection (AR) films have been developed to improve the optical transmittance in a wide spectral range and under different illumination conditions.
The basic principle of antireflection is based on the destructive interference of reflected light waves at the interface of media with different refractive indices. By inserting one or more thin layers with refractive index between air and glass, the intensity of reflected light can be reduced and the transmittance can be improved. Super hydrophobicity is characterized by water contact angle (WCA) greater than 150 ° and small lag angle. This property is achieved by combining nanoscale rough surfaces with low surface energy materials. The surface roughness will trap air between the surface and water droplets, minimizing the contact area, and then produce self-cleaning behavior.
The most commonly used materials for developing antireflection (AR) films in the literature are silicon dioxide (SiO ɑ), magnesium fluoride (MGF ɑ) and calcium fluoride (CAF ɑ), and they are mainly single-layer films. Xu et al. Prepared the mesoporous silica antireflection film by dip coating method, with an average transmittance of 98.03% in the 300-1100 nm spectral region. Cochis et al. Prepared silica films by sol-gel dip coating method, with a transmittance of over 96.0% in the 450-800 nm region and a maximum transmittance of 99.03% at 601 nm. Wang et al. Developed the antireflective and superhydrophobic silica film by dip coating method, with a transmissivity of over 94.0% in the region of 450-700 nm, a maximum transmissivity of 96.7% at 534 nm, and a water contact angle of 153.5 °. Zar et al. Developed the silicon dioxide antireflection film, with a transmittance of over 94.0% in the 350-800 nm spectral region and a maximum transmittance of 98.8% at 535 nm. Reddy et al. Prepared magnesium fluoride nano particle antireflection film by dip coating method, with an average transmittance of 96.25% in the 400-1500 nm spectral region. Chundi et al. Prepared the film containing hollow magnesium fluoride nanoparticles by dip coating method, with an average transmittance of 97.88% in the 400-1100 nm region. Ma et al. Developed Antireflective and hydrophobic calcium fluoride films by magnetron sputtering, with an average transmittance of 95.2% in the region of 300-1100 nm, a maximum transmittance of 96.2% at 456 nm, and a water contact angle of 139.2 °. Reddy et al. Prepared calcium fluoride nanoparticle films by dip coating method, with an average transmittance of 95.5% in the 400-1500 nm spectral region and a maximum transmittance of 97.0% at 600 nm.
However, the above research shows that the maximum transmittance is between 94% and 99.03%. Although these values are promising, there is still potential for improvement, especially for high-efficiency solar cell applications requiring high transmittance in a wide spectral range. Specifically, the research of Wang et al. Has realized the superhydrophobic properties of silica films, which is an important progress. However, its maximum transmittance at 534 nm (96.7%) is lower than that reported in other studies, such as Xu et al. (average transmittance 98.03%) and kerchis et al. (99.03% at 601 nm). The latter two only focus on optimizing the antireflection performance. This shows that it is difficult to efficiently integrate high transmittance and superhydrophobic properties in a single film. In addition, most studies focus on optimizing the transmission of vertical incident light, ignoring the performance at different incident angles, which is crucial for the energy efficiency of the whole day. The energy conversion efficiency of solar cells is directly affected by the amount of light reaching the photovoltaic materials, which changes significantly with the incident angle. Therefore, it is very important to evaluate the full angle performance of antireflection films for practical applications. In addition, the selection of antireflection materials should not only consider the optical performance, but also consider the chemical stability, durability, cost and scalability of large-scale production. In this context, aluminum oxide (al ɑ o ?) stands out because of its high transmittance, excellent mechanical and chemical resistance, high thermal stability, UV protection performance and low cost in the visible and near-infrared regions, making it a promising candidate for the application of antireflection films.
Among the materials studied, aluminum oxide (al ɑ o ?) has attracted much attention due to its high transmittance, heat resistance and durability. For example, in the research of suta and his team, multilayer alumina prepared by sol-gel method was used to manufacture Antireflective and superhydrophobic films applied to solar cell glass through spin coating process. Isakov, his team and an et al. Explored the alumina film prepared by atomic layer deposition (ALD), which combines straw like alumina structure and fluoropolymer to achieve antireflection and superhydrophobic properties. The research of coppinin et al. And letvaniphall et al. Shows that when the alumina film is combined with nano structure or advanced deposition technology, it can achieve promising antireflection performance. These developments are impressive, but can they strike a balance between efficiency and cost to achieve mass production?
Despite these research results, the effective integration of antireflection and superhydrophobic properties in alumina (al ɑ o ?) films still faces challenges, which are related to scalability, production cost and performance at large incident angles. Complex deposition technologies, such as atomic layer deposition (ALD) or multi-layer spin coating process, will hinder its commercial feasibility. In addition, there are few studies to evaluate the full angle performance and performance at large incident angles, which is crucial for the all day efficiency of photovoltaic devices. For example, in the studies that have been analyzed, only suta and others directly applied alumina film to solar cell glass, but did not study the full angle characteristics of transmittance and the impact of large incident angle on photovoltaic efficiency. Can these obstacles be overcome in a practical and affordable way? This is the goal of this study.
In order to overcome the limitations found in the literature, this study proposes an innovative method to prepare alumina (al ɑ o ?) films with high broadband antireflection properties and super hydrophobicity. Unlike complex and expensive technologies such as atomic layer deposition (ALD) or multilayer spin coating, we explore a simple and scalable sol-gel method that combines dip coating and precise control of etching time. The aim of this strategy is to adjust the surface roughness and refractive index of the film to maximize the optical transmittance at different light incidence angles, and at the same time to endow it with superhydrophobic properties. Through this method, we aim to prove the feasibility of preparing multifunctional alumina film with high anti reflection and super hydrophobicity, which is expected to improve the efficiency of solar cells by applying it on cover glass.
Experimental part
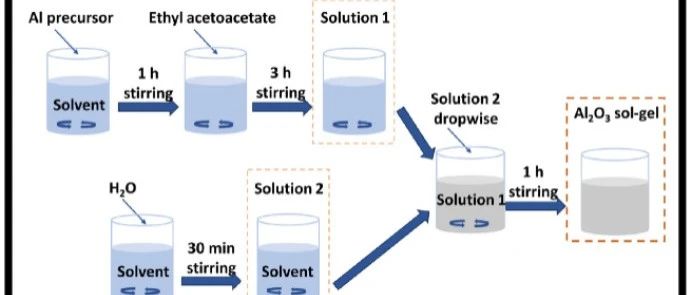
This section will introduce the process related to the preparation of anti reflective coating. In this study, all precursors were analytically pure. Alumina (al ɑ o ɑ) is synthesized by sol-gel method, which is based on previous literature reports. Isopropanol (C ? h ? o, 99.5%), aluminum tri tert butyl alcohol (C ? h ? alo ?, 99.0%) and ethyl acetoacetate (C ? h ? o ?, 99.0%) were purchased from sigmaaldrich. In addition, Schott B270 is used ® Glass (25 × 75 × 1mm) and distilled water (H ɑ o). Alumina is prepared by sol-gel process, as shown in Figure 1.
At first, 1.34m aluminum tert butyl alcohol salt was mixed with Isopropanol at room temperature and vigorously stirred for 1 hour. After that, 1.34m ethyl acetoacetate was added to the solution and mixed for 3 hours until a uniform solution was obtained, which was called "solution 1". In the second step, 5.36m distilled water was added to isopropanol and mixed for 30 minutes to obtain "solution 2". Finally, add "solution 2" to "solution 1" drop by drop while stirring vigorously. After mixing the two solutions, continue stirring for 1 hour, and finally form alumina (al ɑ o ?) sol-gel with pH of 7.
Preparation of antireflection coating
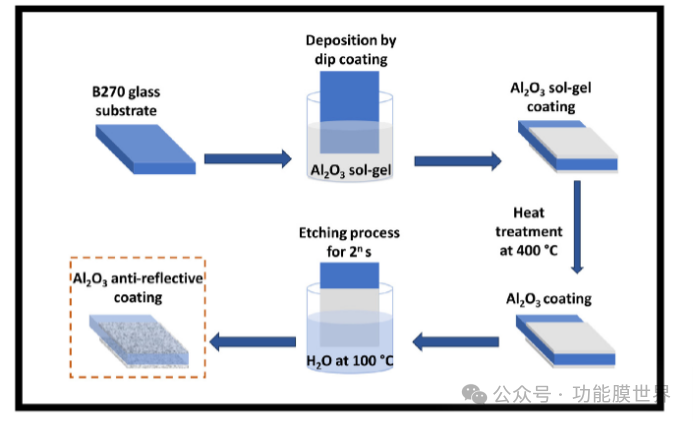
In this study, B270 with a size of 25 mm × 75 mm and a thickness of 1.0 mm was used ® Antireflection coating is prepared on glass substrate. The first step of the process is to wash the substrate with neutral detergent in ultrasonic bath for 10 minutes, then wash it with distilled water for 10 minutes, and then wash it with isopropanol for 10 minutes. Finally, dry the substrate with nitrogen flow. The preparation process of Al ɑ o ? film is shown in Figure 2.
Al ɑ o ? film was deposited on B270 glass by dip coating method. During the deposition process, the pulling speed is 2 mm/s and the immersion time is 10 s. This method is used to deposit a single layer of coating on both sides of the glass substrate. After deposition, the coating was heat treated at 400 ° C for 10 minutes to enhance its adhesion to the substrate and realize the formation of Al ɑ o ? film. In order to form nanostructured alumina coating, the substrate was immersed in boiling water, and a model based on time of 2 ? s (where n is an integer) was adopted. The water temperature during etching is 100 ° C. the functionalization is achieved by depositing surfactants by dip coating method to induce hydrophobicity. The surfactant solution is prepared by adding 1% dynasylanf8815 (modified fluoroalkyl siloxane provided by Evonik) into distilled water and stirring for 30 minutes. In the dipping process, the pulling speed is 2 mm/s and the dipping time is 10 s. The film deposited with surfactant was then heat treated at 130 ° C to evaporate water. All experiments were carried out at room temperature (about 25 ° C, because it was not explicitly mentioned, supplemented with common sense) and 65% relative humidity.
Results and discussion
Surface morphology of alumina film
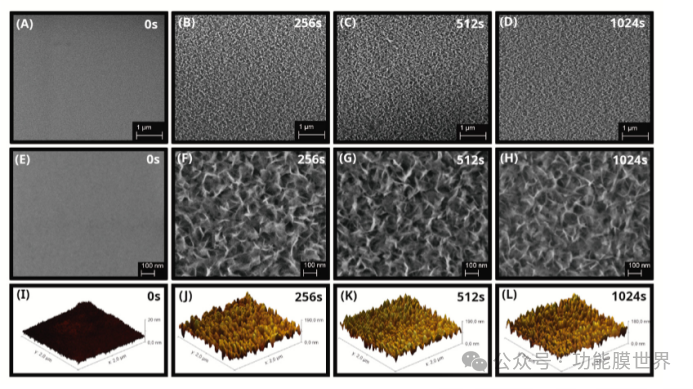
Field emission scanning electron microscopy (FE-SEM) and atomic force microscopy (AFM) were used to study the surface morphology of Al ɑ o ? films with preparation time of 0 seconds, 256 seconds, 512 seconds and 1024 seconds, as shown in Fig. 3 (a) - (H) and (I) - (L), respectively. The field emission scanning electron microscope micrograph (Fig. 3 (a) and (E)) showed that the surface of the film prepared for 0 seconds was dense without obvious nanostructure. In contrast, the film with a preparation time of 256 seconds (Fig. 3 (b) and (f)) shows a nanostructure morphology, which is significantly different from the surface of 0 seconds film.
Figure 3 (b) shows that there are several nanostructures with irregular size on the surface of the film prepared in 256 seconds. High magnification analysis (Fig. 3 (f)) shows that these nanostructures are straw shaped, with random and different size distribution. The films prepared at 512 seconds and 1024 seconds (Fig. 3 (g) and (H)) showed similar surfaces to the films prepared at 256 seconds. The field emission scanning electron microscope (FE-SEM) micrograph (Fig. 3) confirmed the change of surface morphology after etching treatment.
The atomic force microscope (AFM) image (Fig. 3 (I) - (L)) is consistent with the field emission scanning electron microscope (FE-SEM) (Fig. 3 (a) - (d)). The surface of the 0-second etched film (Fig. 3 (II)) is relatively dense, and the root mean square roughness (RQ) is only 2.17 nm. In contrast, the film etched in 256 seconds (Fig. 3 (J)) shows a grass like structure. Due to the existence of irregular holes, the surface roughness is significantly increased, and RQ reaches 22.93 nm. The roughness of the film etched in 512 seconds (Fig. 3 (k)) increased slightly (rq=23.63 nm), although its morphology was similar to that of the film etched in 256 seconds. The film etched for 1024 seconds (Fig. 3 (L)) shows a reduction in roughness (rq=20.27 nm).
The surface morphology of Al ɑ o ? film changes from compact and uniform to porous structure, which is attributed to the etching process in boiling water. As shown in equation (1), water (H ɑ o) will interact with the surface of Al ɑ o ɑ. The increase of temperature will accelerate the fluidity of water molecules, thus improving the reaction rate.
Al ɑ o ? (s)+3h ɑ o (AQ) → 2Al (OH) ? (s)
The fracture of Al-O bond on the surface of the film will lead to the hydration of aluminum (al ³+ion) and oxygen (o ²+ion), and then form hydroxyl (oh ?) combined with Al ³+ion, and finally form aluminum hydroxide (Al (OH) ?) layer on the surface of the film. The hydroxide and oxygen defects produced during surface modification can affect the nucleation and growth of Al ɑ o ? or Al (OH) ? nanostructures.
Optical properties of alumina films
Understanding and controlling the optical properties of Al ɑ o ? films is essential for various applications, including antireflective coatings. Therefore, the optical dispersion of Al ɑ o ? thin films was studied by analyzing the refractive index as a function of wavelength. The unmodified film (0s) is regarded as an isotropic dielectric, that is, a material with uniform optical properties in all directions, and the ellipsometry data are fitted by Cauchy dispersion equation [24], and the fitting coincidence is as high as 99.8%, as shown in Figure 4 (a). The porosity of the modified film (256s, 512s and 1024s) was simulated by using the Brugman effective medium approximation method [25]. The simulation regarded al ɑ o ? (with optical properties of 0s film) and air (representing pore volume) as two-phase mixture. The fitting degree of this model to the experimental data of these three kinds of films exceeds 98%, and the corresponding dispersion curve is shown in Fig. 4 (a). At 550nm wavelength, the refractive indices of 0s, 256s, 512s and 1024s films are 1.49, 1.15, 1.14 and 1.15, respectively. The refractive index (1.56) of the unmodified film at 550nm reported by sutha et al. [18] is slightly different from it, which may be due to different film deposition methods or different microstructure. Compared with 0s film, the refractive index of the modified film is significantly reduced.
Fig. 4 (b) shows the transmission spectra of Al ɑ o ? film (0 seconds, 256 seconds, 512 seconds and 1024 seconds) and uncoated glass substrate in the range of 350-1500 nm. The peak transmittance of the 256 second film at 480 nm was 99.35%, which was 8.66% higher than that of the uncoated glass (91.43%). The average transmittance of the film with 256 seconds in the range of 350-1500 nm is 96.88%, which is higher than that of the uncoated glass. The 512 second film shows a similar trend, and the maximum transmittance at 480 nm is 99.30%, which is 8.6% higher than that of the uncoated glass. The average transmittance of the 512 second film in the specified range is 96.86%. The 1024 second film also showed a similar maximum transmittance (99.35%) at 480nm, which was 8.66% higher than that of the uncoated glass, and the average transmittance was 96.84%. Therefore, Al ɑ o ? films (256 seconds, 512 seconds and 1024 seconds) exhibit broadband antireflection behavior in the measured spectral region. The illustration in Figure 4 (b) shows that the transmission curve of the film converges closely in the region of maximum transmission. The transmittance of the 0 second film in the entire 350-1500 nm range is always lower than that of the uncoated glass, indicating that it does not have anti reflection performance.
Within the wavelength range of 350-1500 nm, the average transmittance of alumina (al ɑ o ?) film and uncoated glass substrate was measured at different incident angles (0 ° to 60 °, where θ=0 ° is vertical incidence). The results are shown in Figure 4 (c). The transmittance of the 0 second etched film at all incident angles is slightly lower than that of the uncoated glass. On the other hand, the films etched in 256 seconds, 512 seconds and 1024 seconds show effective antireflection effect in the range of 0 ° to 45 ° incidence angle, and the performance is similar. At the incident angle of 45 °, the average transmittance of the film etched in 256 seconds is 90.5%, which is 10.5% higher than that of the uncoated glass (81.9%), and 12.0% higher than that of the film etched in 0 seconds (80.8%). However, when the incident angle increases from 45 ° to 60 °, the average transmittance of the film etched in 256 seconds decreases significantly from 90.5% to 79.9%. However, it is still significantly higher than that of 0-second etched film (67.1%) and uncoated glass (68.5%), with an increase of 18.9% and 16.7% respectively. The film etched in 512 seconds and 1024 seconds also showed a similar trend (Fig. 4 (c)). At 45 °, the average transmittance of the film etched in 512 seconds is 90.3%, 10.3% higher than that of the uncoated glass, 11.8% higher than that of the film etched in 0 seconds, and about 79.5% at 60 °. The average transmittance of the 1024 second etched film at 45 ° is 90.2% (11.7% higher than that of the 0 second etched film and 10.2% higher than that of the uncoated glass), and it also decreases to about 79.5% at 60 °. In both cases, the transmittance at 60 ° is still significantly higher than that of the 0 second etched film (67.1%) and the uncoated glass (68.5%). For the incident angles of 0 °, 15 ° and 30 °, the illustration in Figure 4 (c) shows that the average transmittance of the film etched in 256 seconds is slightly higher than that of the film etched in 512 seconds and 1024 seconds.
When the incident angle reached 60 °, it was observed that the average transmittance (Fig. 4 (c)) of Al ɑ o ? film for 256s, 512s and 1024s decreased sharply. This phenomenon can be attributed to the Brewster angle (about 56 °) of the glass substrate. Brewster angle is the incident angle of p-polarized light when it is completely transmitted. Beyond this angle, the reflectivity increases significantly, resulting in the decrease of transmittance. Despite this decline (mainly determined by the characteristics of the glass substrate), Al ɑ o ? antireflection films (256s, 512s and 1024s) are still effective, which can improve the transmittance compared with the uncoated glass substrate.
Fig. 4 (d) shows the reflection spectra of Al ɑ o ? film and uncoated glass substrate. As expected, the reflection curve and transmission curve of uncoated glass and 0 second, 256 second, 512 second and 1024 second films are opposite. The average reflectivity of the 0 second film in the range of 350-1500 nm is 8.8%, which is slightly higher than that of the uncoated glass (8.43%). The average reflectivity of 256 second, 512 second and 1024 second films are 3.04%, 3.07% and 3.13%, respectively. Compared with uncoated glass and 0 second films, the reflectivity decreases by about 63% -65%. These results are consistent with the transmittance results shown in Figure 4 (b). The illustration in Figure 4 (d) shows the reflection spectral region, in which the curves of 256 second, 512 second and 1024 second films overlap, highlighting the similarity of the results (see Table 1).
According to the Fresnel theory of single-layer film, when the light reflected from the film substrate interface and the air film interface cancel interference, the reflection is the smallest. When the film thickness is about λ/4, this phenomenon can reach the optimal value. For an effective single-layer antireflection coating, two conditions should be met: (1) the coating thickness (d) should meet d=λ/(4N ?), where λ is the wavelength of incident light and N ? is the refractive index of the coating; (2) The refractive index (n ?) of the coating shall be approximately (n ? n ?) ^ (1/2), where n ? and N ? are the refractive indices of air and substrate respectively. Therefore, for the antireflection coating on glass substrate (n ?=1.55), the optimal refractive index (n ?) of the coating is about 1.22 at 550 nm wavelength. Therefore, the change of refractive index will directly affect the transmittance of coated glass.
Compared with the dense 0s film (1.49 at 550nm), the refractive index of Al ɑ o ? film of 256s, 512s and 1024s is significantly lower (1.15, 1.14 and 1.15 at 550nm, respectively), which makes the transmittance significantly improved. This improvement highlights the effectiveness of the modified process. The increase in transmittance is attributed to the grass like nanostructures formed on the surface during the etching process. These nanostructures are randomly distributed and interpenetrated with the air gap, forming a gradual refractive index distribution [29,30]. These sub wavelength nanostructures enhance the broadband antireflection effect and reduce the sensitivity to the incident angle, which helps to achieve omni-directional performance [29,30]. Therefore, the modified films exhibit high transmittance and low reflectivity even at large incident angles. These results show that this etching process can customize the optical properties of Al ɑ o ? films to meet the needs of advanced optical applications.









